An important function with the CGS-chuck is the opportunity to set the collaring pressure. To achieve good thread quality, it is important that the collaring pressure is adapted to the size of the tap you are using, and relative to the type of material you are processing.
A hard collaring pressure makes the tap start to cut directly when feeding into the material.
Keep in mind that the tapping device is always set to maximum value when delivered.
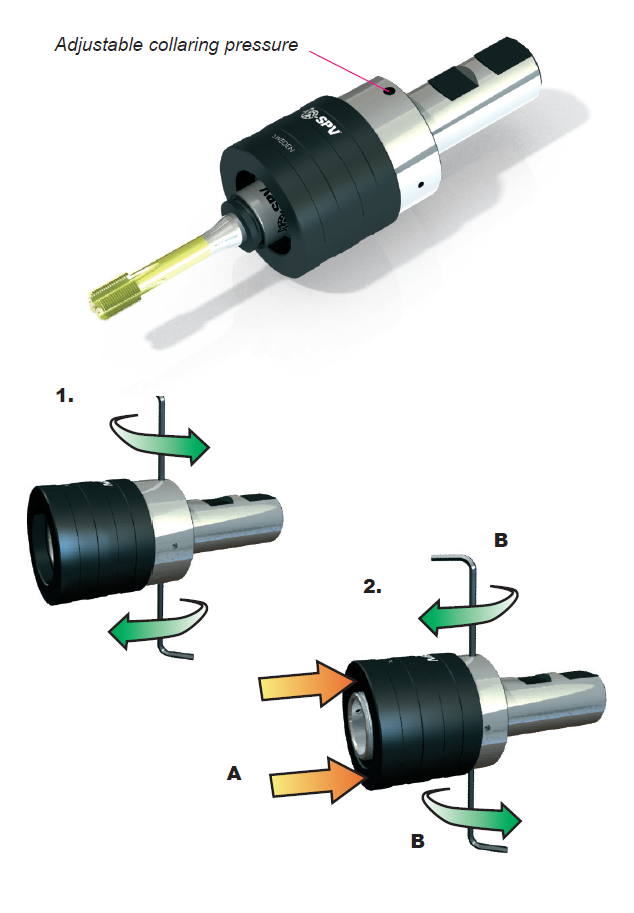
Release the collaring pressure
Loosen both of the screws counter clockwise on both sides.
Set the maximum collaring pressure
Push the outer sleeve so that the sliding-body reaches the bottom (A) and screw down both screws clockwise to stop (B). Finally unscrew both of the screws no more than one sound, counterclockwise.
Guideline values for standard steel tapping
M3 – M8 40 – 80 N
M9 – M16 80 – 170 N
M18 – M30 170 – 200 N
Model CGS-C – For internal cooling
The type CGS-C is designed to be used with internal cooling and manages a coolant pressure at max 50 Bar. CGS-C can be used with our tap holders model type C and TC depending on which type of cooling you want.
CGS-C equipped with a tap holder type TC provides cooling along the shaft of the tap.
CGS-C equipped with a tap holder type T provides cooling through for the tap with internal coolant ducts.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.