Tapping technology
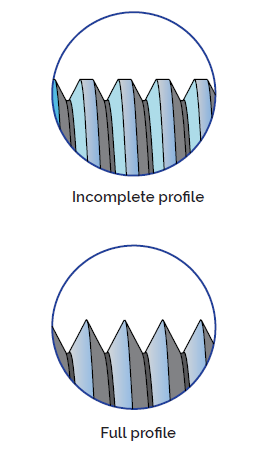
Good thread quality means that the profile must be geometrically correct and that the surface finish is good. To obtain full thread profile it is important that the axial force that affects the tap is very low. If the axial force exceeds a certain value, the profile will be incomplete.
SPV Spintec’ s tapping devices are, thanks to the ball bearing floating, designed to provide a correct threat profile since they counteract negative forces.
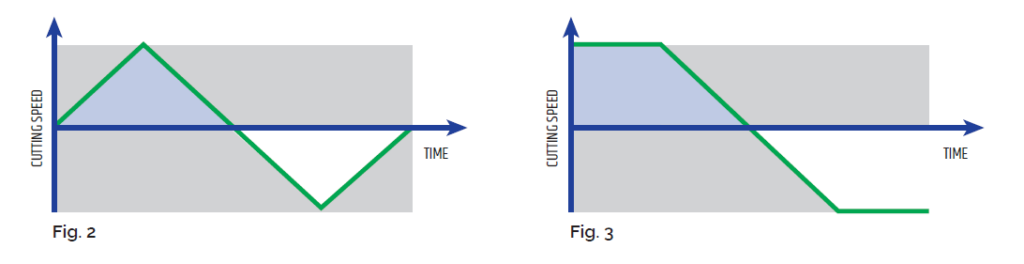
To obtain a good thread finish it is necessary to use the correct tap as well as the correct cutting speed. In most materials you get a buildup edge formation (BUE) when reaching a certain speed area, which results in a bad surface finish. The tapping lapse should follow either over or under the sectioned area. See Fig 1. You should always aim for a tapping cycle that follows graph A. If the tapping lapse follows graph B there is a risk that the thread finish will be bad.
When tapping in NC-controlled drilling and milling machines you can use either synchronized tapping or conventional tapping.
Synchronized tapping cycle
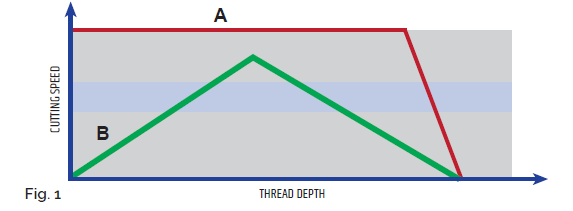
Synchronized tapping means that the spindle rotation speed and pitch are synchronized to the axial movement of the machine. The tapping cycle always starts with and inoperative spindle. The advantage of synchronized tapping is the accurate depth of the thread. The disadvantage is that the tapping cycle may be to slow. Fig 2 shows that when trying to synchronize the spindle and the machines axial movement, the retardation and acceleration will be limited. The tapping cycle will as a result of this be slow. The process follows graph B in Fig 1 at the risk of incomplete thread profile. In case of modern machines with a very accurate synchronizing, rigid tapping is possible to use (the tap has no axial float). Normally when using synchronized tapping the tap must have an axial float to avoid big axial forces that gives incomplete thread profiles.
Conventional tapping cycle
Conventional tapping cycle means that the spindle rotation and machine axial movement must be programmed separately. The tapping cycle starts with full spindle rotation. The advantage is a faster tapping cycle, and the tapping process can follow graph A in Fig 1, which means that you will get a better thread finish. To obtain a full profile when tapping conventional, a tapping device will ball bearing axial floating must be used. Fig 3 shows the tapping process at conventional tapping. As you can see from the picture, the tapping process can follow graph A in Fig 1 which means that you will get a better thread finish.