Our tapping device type SA is available in two different models. The standard version (SA) and the CNC-machine version (SA-NC). Both models have an adjustable torque clutch. The SA-NC also have an extended backward floating, and adjustable collaring pressure.
To achieve good thread quality, it is important that the collaring pressure is adapted to the size of the tap you are using and relative to the type of material you are processing.
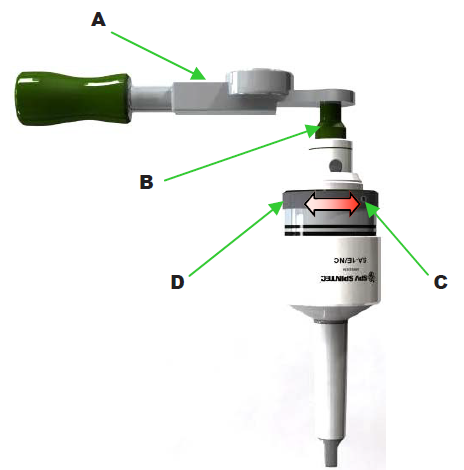
Adjusting the torque clutch
Clamp the tapping unit in a vice. We recommend that you clamp over the Morse taper tongue to prevent damages to the device.
Release the locking screw (C).
Attach a torque key (A) with an adjustment adaptor (B) in the front of the tapping device.
Desired torque is achieved by tuning the clutch sleeve (D) clockwise for increasing and counterclockwise for decreasing the torque.
Adjusting the collaring pressure (SA-NC)
The collaring pressure is adjustable with an Allen key. Clockwise turning will increase and counterclockwise will decrease the pressure.
A hard collaring pressure makes the tap start cutting directly when feeding into the material.
Keep in mind that the tapping device is always set to maximum value when delivered.
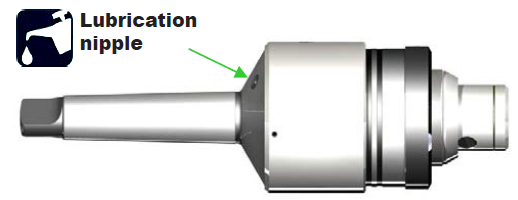
Service and maintenance
Lubricate the tapping device by the oil nipple, use only the prescribed lubrication. We recommend Castrol Magna BD68.
Lubrication interval: once a week is recommended for continuous and intensive usage.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.